.png)




Basic information
Chloroacetic acid, also known as monochloroacetic acid, is an organic compound with the chemical formula ClCH2COOH, and is an important organic chemical raw material.
Application
Used in the Agro pesticide industry to manufacture glyphosate, herbicide, 2,4-D, naphthyl acetic acid, etc.;
Used to make pharmaceutical intermediates of barbiturates, vitamin B6, vitamin A, epinephrine,amino acid, etc.;
Used in the dyestuffs industry like indigo dyes, cationic dyes, disperse dyes, vat dyes, naphthalene amino acetic acid.
Used in the organic synthesis as an important raw material and intermediates to make acetic acid betaine (surfactant in shampoo, hair conditioner, etc.), mercaptoacetic acid, malonic acid, a cationic surfactant,softener, lime soap dispersing agent, cold wave lotion, detergents, chloracetyl chloride, etc.;
Used as the main raw material of producing carboxymethyl cellulose (CMC);
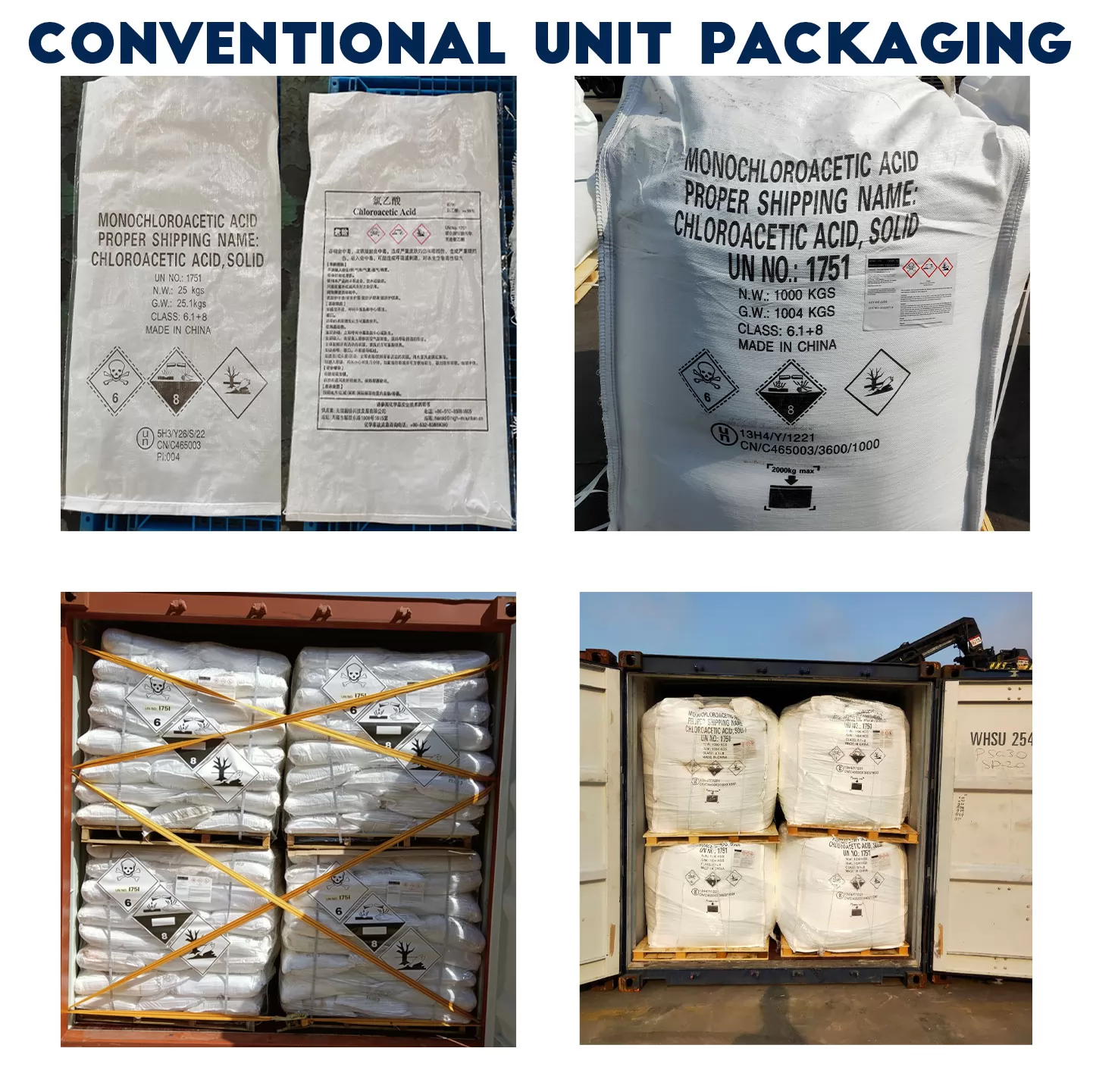
Package
We can provide 25kg bag; 50kg bag; 800kg big bag; 1000kg big bag or as per customers' requirements
To ensure product quality, please store in a cool, dry place and avoid direct sunlight and high temperature environments.
Products

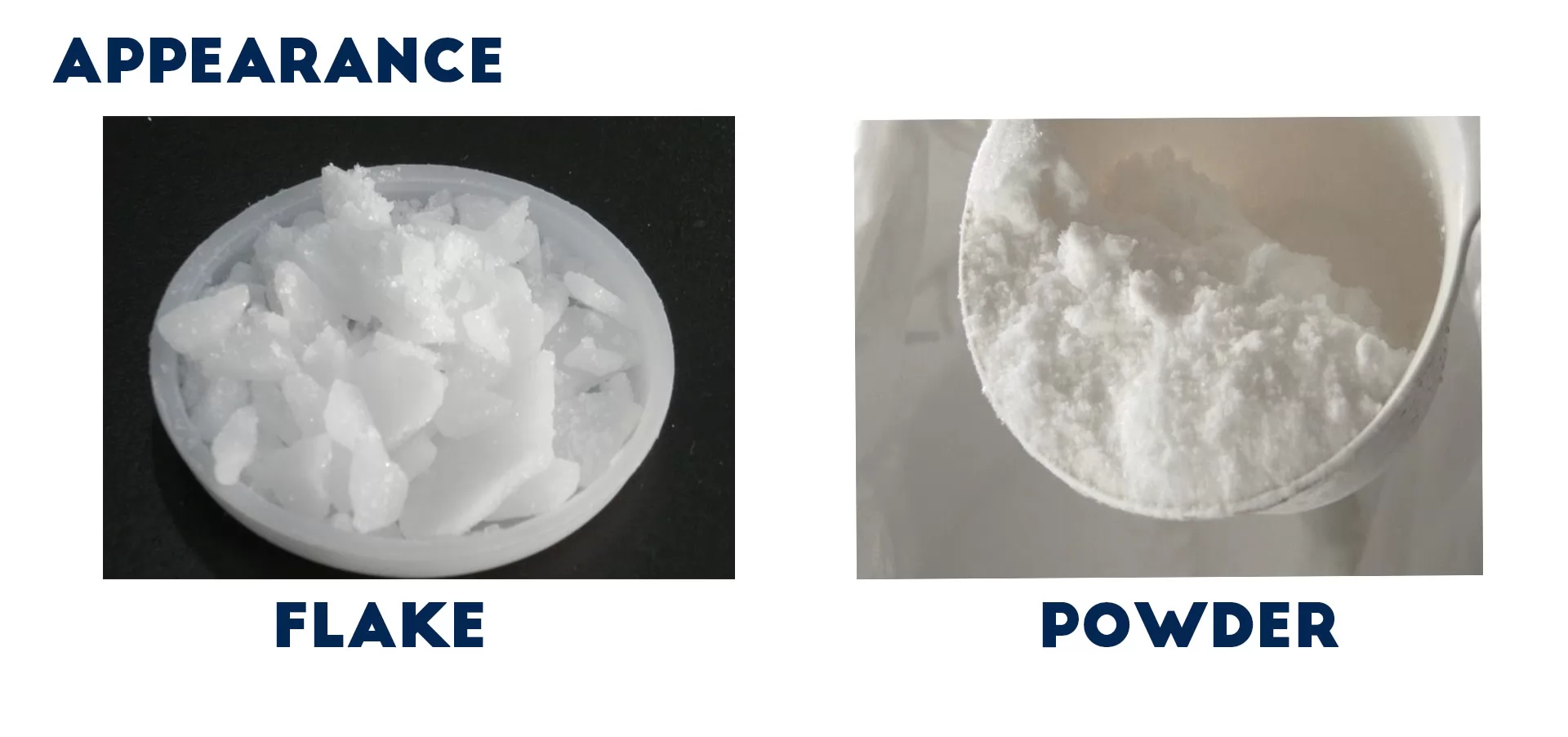
| Guaranteed Specification | Appearance | White Crystalline Powder |
| 99% Min. | Dichloroacetic Acid | 0.5% Max. |
| 0.02% Max. | Crystallizing Point | 60 ℃ Min. |
Chloroacetic acid, a vital chemical compound with the formula C2H3ClO2, plays an indispensable role across various sectors, including pharmaceuticals, agriculture, and manufacturing. HighMountainChem proudly offers this versatile compound, adhering to the highest quality and safety standards. Our chloroacetic acid is meticulously produced to ensure maximum purity, efficiency, and effectiveness for diverse industrial applications. It's a foundational element in synthesizing key products, highlighting our commitment to advancing chemical solutions that drive industry innovation forward.
HighMountainChem's Chloroacetic acid stands out due to its precise chemical composition and the stringent quality controls we apply during its production. This compound, characterized by its chlorine atom bonded to an acetic acid framework, showcases a remarkable versatility in its applications. The purity of our chloroacetic acid ensures that it meets the demanding specifications of various industries, from pharmaceuticals, where it is used in the synthesis of active pharmaceutical ingredients, to agriculture, where it serves as a precursor in herbicide production. Our commitment to excellence is reflected in the high quality of our chloroacetic acid, which is a testament to our advanced production techniques and rigorous quality assurance processes.
At HighMountainChem, we prioritize environmental stewardship and safety in all our production processes. Our chloroacetic acid is manufactured in facilities that adhere to the highest standards of environmental protection and safety. We implement cutting-edge technologies and processes to minimize emissions and waste, ensuring that our operations have a minimal environmental footprint. Safety protocols are rigorously followed to protect our employees, customers, and the community from potential hazards associated with chemical production. We are committed to continuous improvement in our environmental performance and safety practices, aligning with our certifications in ISO 9001, ISO 14001, and ISO 45001.
The versatility of chloroacetic acid is showcased through its wide range of applications. In the pharmaceutical industry, it's a key ingredient in synthesizing various drugs, highlighting its critical role in healthcare. In agriculture, it serves as a precursor to many herbicides, aiding in crop protection and yield improvement. Additionally, its use in the production of dyes, perfumes, and other chemicals underscores its importance in everyday products. HighMountainChem's chloroacetic acid is engineered to meet the diverse needs of these applications, ensuring high performance and reliability for our customers.
Innovation drives HighMountainChem, and our chloroacetic acid is at the forefront of new applications in biotechnology and material science. Researchers are exploring its potential in creating novel materials with unique properties, such as biodegradable plastics and advanced polymers. Its role in biotechnology is expanding, with potential uses in gene therapy and biocatalysis. Our commitment to research and development enables us to support these innovative applications, providing our customers with cutting-edge solutions that address the challenges of tomorrow.
Choosing HighMountainChem means partnering with a leader in chemical supply that is committed to excellence in every facet of our business. Our extensive range of high-quality products, including chloroacetic acid, is backed by multiple patents and certifications such as ISO 9001, ISO 14001, ISO 45001, and more. Our commitment to quality, safety, and sustainability is unparalleled, and our innovative approach ensures we remain at the cutting edge of chemical solutions. With a global presence and a focus on customer satisfaction, HighMountainChem is your trusted partner for all your chemical needs.
When it comes to sourcing chloroacetic acid, partnering with HighMountainChem offers you the assurance of quality, reliability, and innovation. Our accolades and certifications demonstrate our commitment to excellence and our position as a leader in the chemical industry. By choosing us, you benefit from our expertise, advanced technologies, and a customer-centric approach that ensures we meet your specific needs with precision and care. Let HighMountainChem be your choice for chloroacetic acid and experience the difference that quality and expertise can make in your operations.




.png)





.png)

.png)